
Industrial vacuum pumps are mechanical devices that remove gas molecules from a sealed chamber, creating a controlled low-pressure environment. They are used in a vast array of industrial manufacturing processes, including packaging, bottling, drying, degassing, and pick-and-place operations. Without them, entire industries, from semiconductor fabrication to pharmaceutical production, would simply not function.
Vacuum pumps are categorised by their operating pressure range and classified as primary, booster, or secondary pumps. Within each pressure range are several pump types, each employing a different technology, each with unique advantages regarding pressure capacity, flow rate, cost, and maintenance requirements.
The two main classifications of vacuum pumping principles are gas transfer and entrapment. Gas transfer mechanisms are further divided into positive-displacement pumps and momentum-transfer pumps.
Low and medium vacuum are commonly achieved using positive-displacement pumps, including rotary vane, diaphragm, and piston pumps. These are ideal for most industrial vacuum applications such as packaging, degassing, and filtration. When operations demand higher vacuum levels classified as high vacuum or ultra-high vacuum, more advanced vacuum pumps must be used.
Vacuum pumps are essential across semiconductor manufacturing, chemical processing, pharmaceuticals, food packaging, vacuum coating, and plastic molding, addressing pain points such as contamination, defect rates, and process inefficiencies. Choosing the wrong pump type leads to poor performance, premature failure, and unnecessary operating costs. This guide covers every major type of how each works, what it handles best, and where it should never be used.
Classification of Industrial Vacuum Pumps
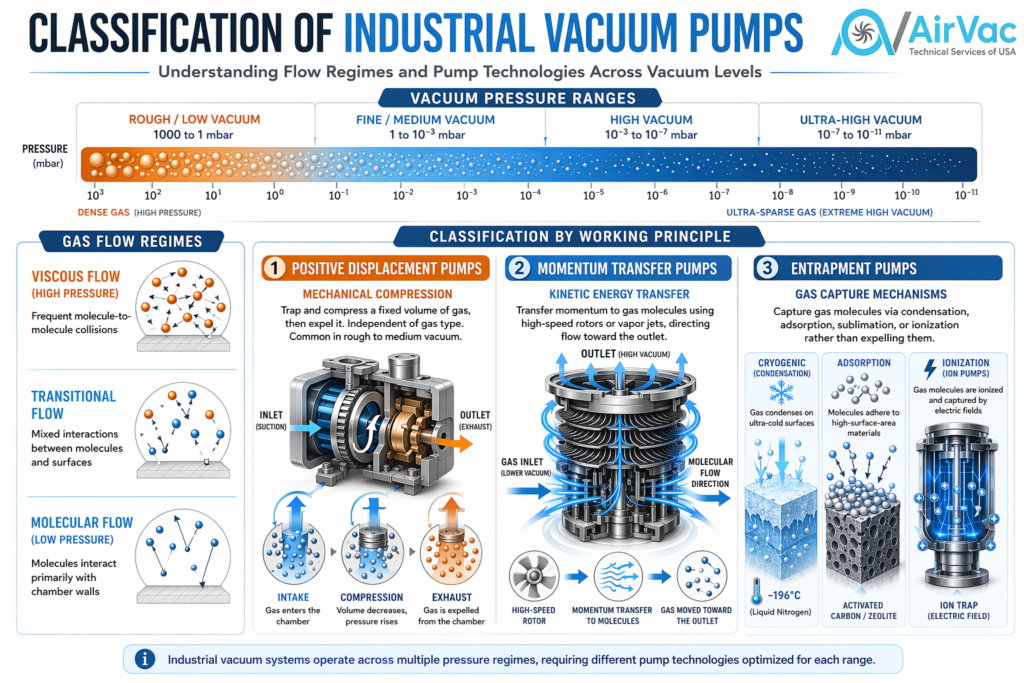
To fully understand industrial vacuum pumps, it is essential to grasp the three primary flow regimes that gases exhibit at varying vacuum levels: viscous, transitional, and molecular. Viscous or continuous flow occurs at high pressures in the rough vacuum and medium vacuum ranges, where gas molecules are densely packed and frequently collide with one another. As higher vacuum levels are achieved and pressure decreases, the motion of gas molecules shifts toward more frequent interactions with the chamber walls rather than with other gas molecules.
Based on the working principle (ontology: WorkingPrinciple), all industrial vacuum pumps are classified into three fundamental categories:
1. Positive Displacement Pumps – mechanically trap and compress a fixed gas volume, then expel it. They work independently of gas species and are dominant in rough-to-medium-vacuum applications.
2. Momentum Transfer Pumps – impart directional momentum to gas molecules using high-speed rotors or vapor jets. Kinetic transfer pumps work on the principle of momentum transfer, directing gas towards the pump outlet using high-speed blades or introduced vapor. They do not typically have sealed volumes but can achieve high compression ratios at low pressures.
3. Entrapment Pumps – capture gas molecules on internal surfaces through condensation, adsorption, or ionization rather than expelling them. Entrapment vacuum pumps trap gas molecules through processes such as condensation, converting gases into liquid or solid states; sublimation, where gases shift directly to a solid; adsorption, involving adherence of gas molecules to surfaces; and ionization, wherein gases are ionized before capture.
Industrial vacuum systems operate across the following pressure ranges: Rough/Low Vacuum (1,000 to 1 mbar), Fine/Medium Vacuum (1 to 10⁻³ mbar), High Vacuum (10⁻³ to 10⁻⁷ mbar), and Ultra-High Vacuum (10⁻⁷ to 10⁻¹¹ mbar).
1. Positive Displacement Vacuum Pumps

Positive displacement pumps create a vacuum by mechanically trapping a fixed volume of gas, isolating it from the inlet, compressing it, and discharging it at the outlet. They work by mechanically trapping a volume of gas and moving it through the pump and are among the most commonly used types, employed in multiple stages of a vacuum system. They handle wet gas, corrosive gas, and large-volume flows effectively and are available in both oil-sealed and dry-running configurations.
Rotary Vane Pump
Working Principle (Mechanical Compression): A rotary vane vacuum pump works on a positive-displacement pumping principle. The design consists of a rotor mounted eccentrically within a cylindrical housing (stator). Two rotary vanes separate the crescent-shaped space enclosed by the rotor, pump chamber, and end caps into three parts. As the rotor rotates, the volume connected to the suction port gradually increases and is in the process of suction, while the volume connected to the exhaust port gradually decreases and is in the process of exhausting.
Key Features:
- Available in oil-sealed and dry-running versions
- Rotary vane pumps typically generate 20 to 28 inHg; two-stage designs can generate up to 29.5 inHg vacuums
- Cooling method: oil-sealed versions use oil both as sealant and coolant; dry versions use air cooling
Applications: Packaging, vacuum sealing, HVAC servicing, medical and dental equipment, printing, and laboratory use
Pros: Effective, compact, and inexpensive. They have a high flow capacity for their size and operate very smoothly and quietly, generating as little as 45 dBA.
Cons: Oil-sealed versions require regular oil changes and are unsuitable for wet or corrosive gas without special configurations. Dry versions have a higher purchase cost.
Diaphragm Pump
Working Principle (Mechanical Compression): The motor’s circumferential motion drives the diaphragm inside the pump to reciprocate through a mechanical device, compressing and expanding the air in the pump cavity to create a vacuum, generating a pressure difference with the external atmospheric pressure at the pumping port.
Key Features:
- Completely oil-free; no contamination risk in the gas path
- Single-stage versions reach up to 25.5 inHg; two-stage units reach 29 inHg
- PTFE construction available for handling corrosive gases
- Cooling method: air-cooled; no thermal build-up due to low operating speeds
Applications: Gas chromatography, rotary evaporators, pharmaceutical filtration, medical diagnostics, chemical sampling
Pros: No lubrication needed, chemically resistant, very low maintenance, handles corrosive and aggressive gases safely
Cons: Low pumping speed; not suitable for high-volume or continuous heavy-duty industrial cycles
Piston Pump (Reciprocating)
Working Principle (MechanicalCompression): A piston moves back and forth inside a cylinder driven by an eccentric mechanism. As the piston retracts, it expands the chamber and draws gas into the chamber through the inlet valve. As it pushes forward, it compresses and expels gas through the outlet valve.
Key Features:
- Oil-sealed design; handles larger gas volumes than diaphragm pumps
- Achieves vacuum levels down to 0.01 mbar
- Cooling method: oil-cooled internal components; some models use water jackets for high-duty applications
Applications: Harsh industrial conditions, volatile process environments, petrochemical, menthol, and aromatic industries
Pros: Generates relatively high vacuums, works well in a wide variety of operating conditions, and has a long lifespan.
Cons: Heavier and more expensive than many other systems. Limited capacity and typically operates at higher noise levels.
Screw Pump (Dry Screw Vacuum Pump)
Working Principle (Mechanical Compression): The screw pump utilizes two rotating screws one left-handed and one right-handed, that mesh without touching. The rotation transfers gas from one end to the other. The screws are designed so that the space between them decreases as the gas passes through, causing it to become compressed and resulting in reduced pressure at the entrance end.
Key Features:
- Completely oil-free in the pumping chamber
- Achieves vacuum levels down to 0.01 mbar
- Handles aggressive, toxic, and condensable gases safely
- Variable pitch screw design improves compression efficiency
- Cooling method: water-cooled housing; no oil in the process chamber
Applications: Cleanroom environments, semiconductor manufacturing, pharmaceutical solvent recovery, chemical vapor deposition (CVD), and battery production
Pros: Oil-free, low maintenance, broad chemical compatibility, handles wet and corrosive gas streams
Cons: Higher upfront capital cost than oil-sealed alternatives; sensitive to particulate contamination without proper inlet filters
Claw Pump
Working Principle (Mechanical Compression): The claw pump features two counter-rotating claws and operates similarly to the Roots pump, except that gas is transferred axially rather than top-to-bottom. It is frequently used in combination with a Roots pump a Roots-claw primary pump combination in which there are a series of Roots and claw stages on a common shaft.
Key Features:
- Dry-running, oil-free operation
- A typical ultimate pressure of 1 × 10⁻³ mbar can be achieved, with a pumping speed range of 100 to 800 m³/h
- Long lifespans due to their low-wear designs; no lubrication eliminates contamination of processed substances
- Among the quietest industrial vacuum pumps on the market
Applications: Industrial production lines, pneumatic systems, central vacuum supply systems, packaging, thermoforming, and woodworking CNC clamping
Pros: Clean, quiet, energy-efficient, long service life, suitable for VSD (variable speed drive) integration
Cons: Heavy systems designed for industrial scale; not suitable for smaller-scale applications; performance degrades at higher altitudes
Liquid Ring Pump
Working Principle (Mechanical Compression): Liquid ring pumps use an eccentrically mounted impeller with multiple blades. As the impeller rotates, it moves liquid inside its case to form a liquid ring. The expansion of the airspace during this rotation creates a vacuum, which is used to compress and discharge air at high speed.
Key Features:
- Isothermal compression virtually no heat generation
- Seal liquid can be water, a solvent, or a process-compatible fluid
- Achieves a vacuum down to approximately 25 mbar absolute
- Cooling method: the seal liquid itself acts as the primary cooling medium
- Handles wet gas, saturated vapors, and condensable streams with ease
Applications: Chemical and petrochemical distillation, paper and pulp industry, pharmaceutical evaporation, steam jet ejector systems, power plant condenser exhausting
Pros: Handles wet and vapor-laden gas without damage, simple and robust design, no overheating risk, long service life
Cons: Limited ultimate vacuum depth (around 25 mbar); requires continuous seal liquid supply; seal liquid disposal may be a regulatory concern
2. Momentum Transfer Vacuum Pumps
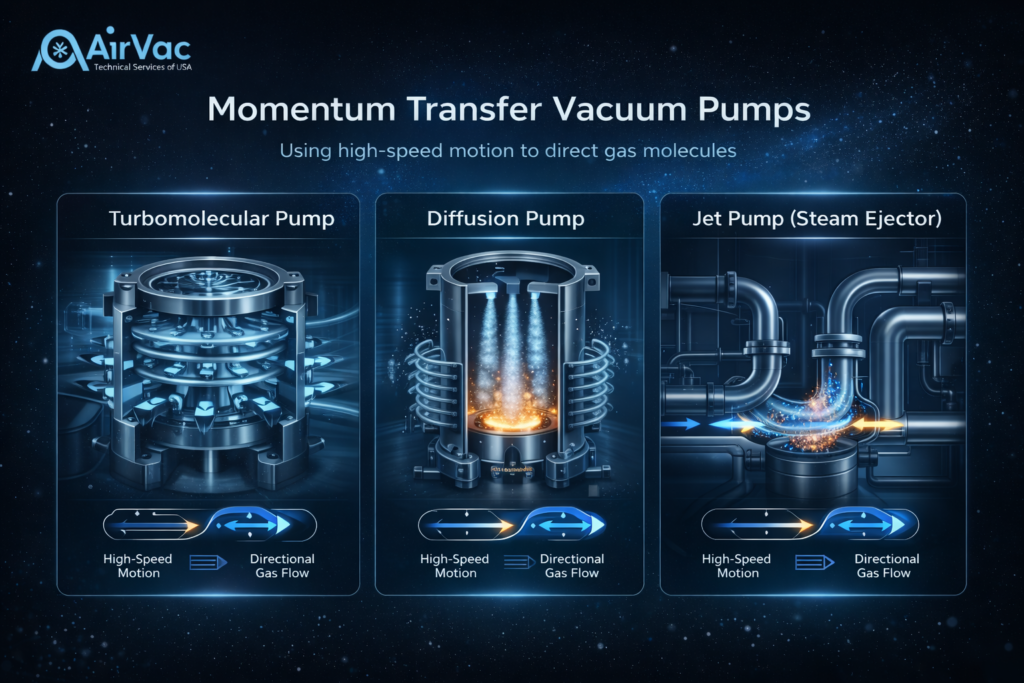
Momentum transfer pumps, also called kinetic pumps, create a vacuum by imparting directional momentum to gas molecules rather than trapping and compressing them. Kinetic pumps work by transferring momentum to gas molecules using high-speed blades, jets, or magnets. They can create medium to high vacuums up to 10⁻¹¹ Torr. A critical operational requirement: it is common to use two transfer pumps in series to achieve higher vacuum and flow rates. All momentum transfer pumps require a backing pump to operate.
Turbomolecular Pump
Working Principle (ThermalMomentumTransfer): Turbomolecular pumps are kinetic units that use a high-speed spinning rotor, usually between 24,000 and 90,000 rpm. Their working parts are similar to a multi-bladed turbine, with pairs of rotor/stator stages along the shaft. They transfer the high-speed impact of their blades directly to gas molecules, which changes their motion and pushes them towards the exit of the pump.
Key Features:
- TMPs typically operate in the molecular flow range between 10⁻³ and 10⁻¹¹ mbar. When coupled with a drag pumping mechanism, this range can be extended to 10⁻² mbar.
- Turbomolecular pumps can create vacuums up to 10⁻¹¹ Torr with pumping speeds ranging from 10 to 4,000 L/s
- All TMPs require appropriate backing pumps, such as rotary vane pumps or dry pumps like scroll or multistage roots
Use Cases: Semiconductor ion implantation, dry etch and PVD deposition, electron microscopy, mass spectrometry, surface analysis, research laboratories
Pros: Fast startup time compared to diffusion pumps, making them ideal for time-sensitive applications. Dry pumps require no fluids to operate, eliminating the need for oil or liquid cooling systems.
Cons: More costly to replace compared to diffusion pumps. More sensitive to contamination, requiring stricter maintenance and cleaner operating conditions.
Diffusion Pump
Working Principle (ThermalMomentumTransfer): Diffusion pumps use a high-speed jet of vapor to direct gas molecules from the pump throat towards the bottom of the pump and out of the exhaust. They operate with an oil of low vapor pressure, usually silicone oil or polyphenyl ethers. A high-speed jet is generated by boiling this oil and directing the vapor through a jet nozzle, where the gaseous flow changes from laminar to supersonic-and-molecular. The outside of the diffusion pump is cooled using either air-flow or a water jacket. As the vapor jet hits the outer cooled chamber, it condenses and is recovered before being returned to the boiler.
Key Features:
- A typical ultimate pressure of less than 7.5 × 10⁻¹¹ Torr can be achieved, with a pumping speed range of 10 to 50,000 L/s
- No moving parts, extremely durable and reliable
- Cooling method: water jacket or forced air cooling is required to condense oil vapor
- Requires a backing pump; cannot start against atmospheric pressure
Use Cases: Vacuum metallurgy, electron beam evaporation, high-vacuum coating, vacuum furnaces, and older industrial vacuum systems
Pros: More affordable upfront than turbomolecular pumps. Fewer moving parts make them more durable. Able to withstand harsh conditions and operate reliably over extended periods.
Cons: Larger units require a liquid cooling loop to prevent overheating. Regular oil changes are necessary to maintain efficiency. Longer startup times compared to turbomolecular pumps. Oil backstreaming risk requires cold traps or baffles in contamination-sensitive systems.
Jet Pump (Steam Ejector)
Working Principle (ThermalMomentumTransfer): The steam ejector is a widely used pump for vacuum distillation and freeze-drying. A jet of steam entrains the vapor that must be removed from the vacuum chamber. Steam ejectors can have single or multiple stages, with or without condensers between stages. They rely on viscous flow and mixing to pump gas rather than molecular diffusion.
Key Features:
- No moving parts; relies entirely on fluid dynamics
- Operates using steam or compressed gas as the motive fluid
- Achieves vacuum levels down to approximately 1 mbar in multi-stage configurations
- Cooling method: inter-stage condensers use cooling water to improve overall efficiency
Use Cases: Vacuum distillation, freeze-drying, petrochemical refining, sugar refining, and large-scale chemical evaporation
Pros: Extremely simple and robust, handles large volumes of vapor, low capital cost, no mechanical wear
Cons: High steam or motive fluid consumption; lower efficiency compared to mechanical alternatives; limited ultimate vacuum depth
3. Entrapment Vacuum Pumps
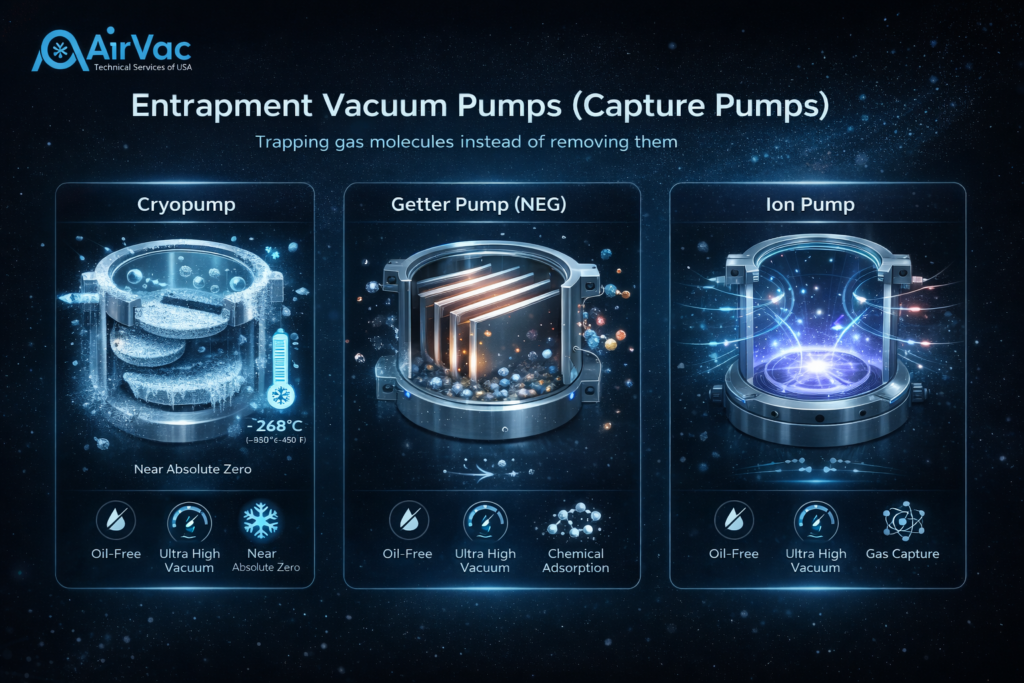
Entrapment pumps, also known as capture pumps, do not remove gas from the system. Instead, they permanently trap gas molecules on internal surfaces through physical or chemical means. Using cryogenic condensation, ionic reaction, or chemical reaction, capture pumps can provide extremely high vacuum, though they operate at lower flow rates. Because most entrapment pumps rely on a reaction of some sort, they can successfully create an oil-free vacuum. These pumps accumulate gas over time and require periodic regeneration or replacement of the capture medium.
Cryopump
Working Principle (Condensation / Adsorption): A cryopump condenses and adsorbs gases onto a cryogenic surface installed in the pump, creating conditions ranging from high vacuum to ultra-high vacuum. Gas molecules condense and adsorb upon contact with a surface cooled to near absolute zero (−273.15°C). The first stage cools to 80K or below and exhausts mainly moisture. The second stage cools further to achieve a higher vacuum, exhausting molecules such as N₂, O₂, Ar, and H₂. The lightest gases, such as hydrogen, helium, and neon which cannot be condensed at 20K are adsorbed by a special porous adsorbent material cooled below 20K.
Key Features:
- Achieves pressures down to 10⁻¹⁰ Torr
- Provides the highest pumping speeds among all entrapment types
- Completely oil-free delivers an ultraclean vacuum environment
- Requires periodic regeneration: captured gases are released by heating and evacuated through a secondary pump
Applications: Space simulation chambers, coating devices, semiconductor production, electron beam welding, high-vacuum furnaces, and large chamber evacuation, where water vapor contamination is a concern
Pros: Highest pumping speeds among entrapment pumps, oil-free, clean vacuum, no vibration from pumping mechanism, suitable for large chamber evacuation
Cons: Requires a refrigeration compressor, periodic regeneration is mandatory, cannot pump helium efficiently without special adsorbents, higher operational complexity
Getter Pump (Non-Evaporable Getter – NEG)
Working Principle (Adsorption / Chemisorption): The non-evaporable getter pump contains a heating element that heats the getter material to an optimal temperature, depending on the type of gas to be pumped. At higher temperatures, the getter material, saturated with gas, is regenerated (activated). As the getter material, mostly zirconium-aluminum alloys are used in the form of strips.
Key Features:
- No moving parts, completely vibration-free
- After activation, the pump can often operate at room temperature and requires no electrical energy
- Particularly effective at pumping hydrogen, which dominates ultimate pressure in UHV systems
- NEG pumps are mostly used in combination with other UHV pumps, such as turbomolecular and cryopumps, especially useful for further reducing the ultimate pressure of UHV systems
Applications: Ultra-high vacuum research systems, particle accelerators, synchrotrons, molecular beam epitaxy (MBE), surface science instruments
Pros: No vibration, no power consumption during operation after activation, extremely effective for hydrogen removal, long service life
Cons: Must be pre-activated at high temperature; limited capacity saturates over time and requires re-activation; ineffective for noble gases such as argon, neon, and xenon
Ion Pump (Sputter Ion Pump / Ion Getter Pump)
Working Principle (Ionization / Gettering): Ion getter pumps produce UHV without moving parts or valves. After initial pumping reduces the pressure to approximately 10⁻⁴ mbar or lower, a high voltage between 4,000 and 7,000 volts is applied to the element assembly. This pulls electrons into the cylindrical anode-tube assembly. The electrons are bound into tight spiral paths by a permanent magnet with a field strength of 0.12 Tesla located outside the vacuum chamber, forming a plasma discharge. The ions created then bombard the titanium cathode plate, and molecular/gas ions are pumped through implantation. The bombardment causes sputtering of titanium atoms from the cathode, resulting in deposits of sputtered film on surrounding surfaces that actively trap background gas molecules.
Key Features:
- Ion getter pumps can create and maintain ultra-high vacuum, reaching pressures as low as 10⁻¹² mbar
- A static device with no moving parts, completely vibration-free and requires no lubricant
- Discharge current is proportional to working pressure. The pump doubles as a coarse pressure gauge
Applications: Molecular-beam epitaxy (MBE), surface analysis instruments including scanning tunnel microscopes, high-energy physics applications such as colliders and synchrotrons, electron beam lithography, and mass spectrometry
Pros: No moving parts, no oil, no vibration, extremely low maintenance with cathode replacement only, permanent gas capture with no regeneration cycle needed
Cons: Poor at pumping noble gases, requires high voltage to operate, and needs a turbomolecular or secondary pump to create the starting pressure
Key Performance Factors to Consider
Understanding pump performance parameters before selection prevents specification mismatches and process failures.
Pumping Speed
Pumping speed is the volume of gas a pump removes per unit of time, typically expressed in m³/h or L/s. An undersized pump will never reach the target pressure, regardless of how long it runs. It is one of the first parameters to verify against the process gas load before selecting any pump type.
Ultimate Pressure
The lowest pressure that the vacuum pump can achieve, usually measured in Torr or millibar, is a critical measure for applications requiring very low pressures. Each pump type has a defined ultimate pressure ceiling beyond which further evacuation is impossible without switching to a higher-class pump.
Power Consumption
Energy efficiency directly affects operating cost over the pump’s lifetime. Selecting pumps with variable-speed drives (VSDs) adjusts performance to match demand, reducing energy consumption for batch processes such as vacuum packaging. For continuous-duty operations, VSD-equipped pumps can deliver substantial energy savings compared to fixed-speed alternatives.
Efficiency
Pump efficiency is the ratio of actual pumping performance to theoretical maximum, and decreases as system pressure drops. Multi-stage designs and booster combinations maintain efficiency over a wider pressure range than single-stage units.
Noise Level
Rotary vane pumps operate very smoothly and quietly, generating as little as 45 dBA of sound. Piston pumps and roots blowers operate at higher noise levels and often require acoustic enclosures in occupied workspaces. Dry claw and scroll pumps offer low noise, suitable for laboratory and cleanroom environments.
Industrial Applications of Vacuum Pumps
Semiconductor Manufacturing
Semiconductor processing notably includes ion implantation, dry etch, PVD, ALD, PECVD, and CVD deposition and photolithography all of which require precise, contamination-free vacuum. Dry screw, turbomolecular, and cryopumps are the dominant technologies in this sector due to their oil-free operation.
Chemical Processing
Vacuum pumps are ideal for removing non-condensable water and light solvents by providing pressure variation to enable further separation during distillation. Liquid ring pumps handle solvent-laden vapor streams, while dry screw pumps manage corrosive chemical processes safely.
Food Packaging
Vacuum pumps are used to ensure that food, pharmaceuticals, and electronics are packaged in clean, air-free environments, thereby extending the shelf life of perishable goods and protecting sensitive components from atmospheric conditions. Rotary vane and claw pumps are the workhorses of food packaging lines. The vacuum pump removes moisture from food to ensure effective and safe freeze-drying a process that requires a vacuum environment to allow water in food to bypass the liquid phase and sublimate directly from ice to vapor.
Pharmaceutical Production
In the pharmaceutical industry, the evaporation process is essential for removing excess moisture to make products easier to handle, preserve long-term activity, and improve enzyme stability. Diaphragm, dry screw, and liquid ring pumps dominate pharmaceutical vacuum systems due to their sensitivity to contamination.
Metallurgy
Oil-sealed rotary vacuum pumps are valued for their excellent ultimate vacuum performance and stable pumping speed, making them indispensable in metallurgy and heat treatment industries, achieving vacuum levels as low as 10⁻³ Pa. Vacuum furnaces for annealing, sintering, and degassing of metals rely on roots-boosted rotary piston or dry screw systems.
Laboratories
Vacuum pumps are commonly found in laboratories where they are used with instruments and applications that require low-pressure environments to function correctly. Scroll pumps, diaphragm pumps, and turbomolecular pumps serve analytical instruments, including mass spectrometers, electron microscopes, and gas chromatographs.
How to Choose the Right Industrial Vacuum Pump?
To choose the right industrial vacuum pump, follow the steps listed below:
Type of Gas (Dry, Wet, Corrosive): Choose oil-free vacuum pumps for cleanroom, food, or pharmaceutical applications, and corrosion-resistant materials for chemical and petrochemical processes. Wet and condensable vapors call for liquid-ring or specifically designed dry pumps; corrosive gases require PTFE or stainless-steel wetted surfaces.
Required Pressure Level: Match the pump type to the vacuum level requirement: use roughing pumps and backing pumps for low-to-moderate vacuum, such as vacuum packaging, and high-vacuum or ultra-high vacuum systems for precision applications such as semiconductor processing. Overshooting the required vacuum level adds cost without benefit; undershooting causes process failure.
Application Environment: Clean rooms, food production, and pharmaceutical facilities demand oil-free operation. Harsh industrial environments with heavy particulate loads, high temperatures, or fluctuating gas compositions require robust, sealed designs with adequate filtration upstream.
Maintenance Needs: Oil-sealed pumps are cheaper upfront but require regular oil changes, separator maintenance, and oil disposal. Dry pumps carry a higher initial cost but deliver a lower total ownership cost in demanding, high-duty applications. Contamination control requires implementing filters and traps to prevent process media from damaging pump components, especially in vacuum coating or pharmaceutical applications.
Cost: Evaluate total cost of ownership not just the purchase price. A VSD-equipped dry pump may cost twice as much upfront but recoup the difference through energy savings within a few years of continuous operation. Factor in oil, maintenance labor, downtime, and disposal costs when comparing oil-sealed and oil-free options.
Comparison Table
| Pump Type | Category | Vacuum Level | Oil-Free | Handles Wet Gas | Typical Application | Relative Cost |
| Rotary Vane | Positive Displacement | Rough–Medium (up to 0.1 mbar) | Optional | No | Packaging, HVAC, medical | Low |
| Diaphragm | Positive Displacement | Rough–Medium (1–2 mbar) | Yes | Yes (chemical) | Lab, pharma, diagnostics | Low–Medium |
| Piston (Reciprocating) | Positive Displacement | Rough–Medium (0.01 mbar) | No | No | Petrochemical, harsh environments | Medium |
| Dry Screw | Positive Displacement | Rough–Medium (0.01 mbar) | Yes | Yes | Semiconductor, pharma, CVD | High |
| Claw Pump | Positive Displacement | Rough–Medium (10⁻³ mbar) | Yes | No | Packaging, production lines | Medium–High |
| Liquid Ring | Positive Displacement | Rough (≈25 mbar) | Yes (water-sealed) | Yes | Chemical, paper, pharma | Medium |
| Turbomolecular | Momentum Transfer | High–Ultra-High (10⁻¹¹ mbar) | Yes | No | Semiconductor, research, SEM | Very High |
| Diffusion | Momentum Transfer | High–Ultra-High (10⁻¹⁰ Torr) | No (oil vapor) | No | Coating, metallurgy, furnaces | Medium |
| Jet / Steam Ejector | Momentum Transfer | Rough–Medium (≈1 mbar) | Yes | Yes | Distillation, freeze-drying | Low |
| Cryopump | Entrapment | High–Ultra-High (10⁻¹⁰ Torr) | Yes | Yes (condensable) | Space sim, semiconductor, coating | High |
| Getter Pump (NEG) | Entrapment | Ultra-High (sub 10⁻⁹ mbar) | Yes | No | Accelerators, surface science | High |
| Ion Pump | Entrapment | Ultra-High (10⁻¹² mbar) | Yes | No | MBE, synchrotrons, UHV research | Very High |
Selecting the right industrial vacuum pump comes down to clearly defining your vacuum level, gas composition, required pumping speed, contamination tolerance, and budget before comparing pump types. No single pump covers every application but with the framework above, matching the right technology to your exact process requirement becomes a straightforward engineering decision rather than a guessing game.


